Why are there different Formats of Sheave Gauges?
In order to ensure optimal performance of sheaves and wire rope a complete range of sheave gauges should be used. We stock gauges in the following formats:
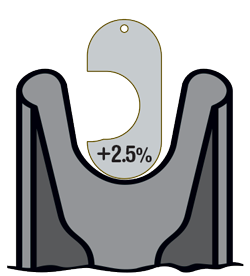
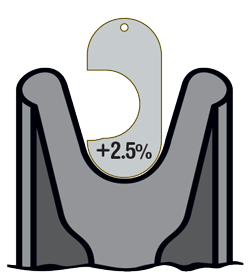
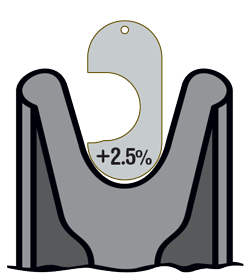
+2.5% API Sheave Gauges are used to determine when Maximum and Excessive Wear levels has been reached.
+5% Sheave Gauges are legacy format. They should fit snugly in new or re-machined sheaves. If correctly sized wire rope is run through the sheaves there will be a minimum of friction which should extend the life of the wire rope.
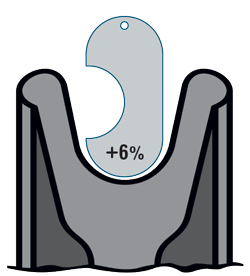
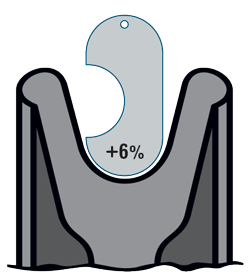
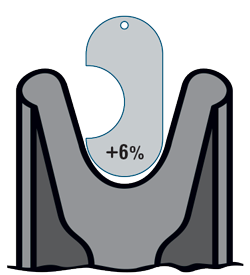
+6% API Sheave Gauges measures the minimum size for a new sheave.
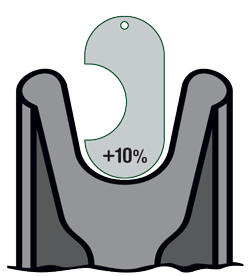
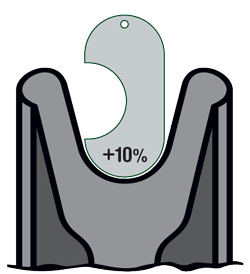
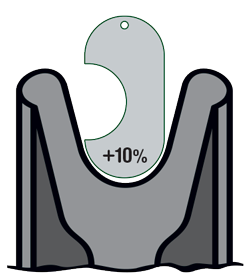
+10% API Sheave Gauges measures the maximum size for a new sheave.
Other formats can be custom made upon request.
| NOMINAL WIRE GAUGES |
GO NO/GO WIRE GAUGES |
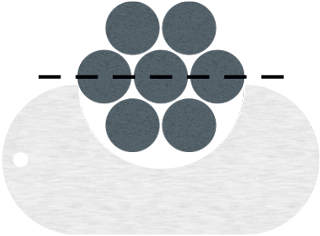
MEASURE ACROSS THE
OUTER EDGE OF TWO STRANDS
|
CORRECT
Wire Rope should not fit in Gauge
|
USE LARGER GAUGE
|
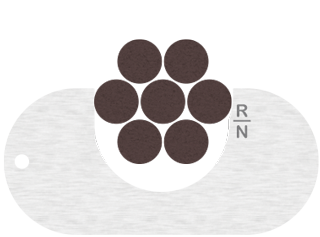
ROUGED WIRE ROPE
Replace if Cable Shows Rust
|
USE SMALLER GAUGE
|
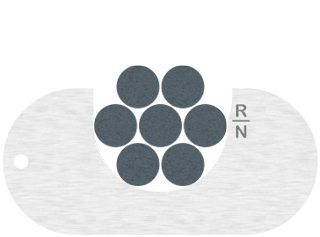
REPLACE WIRE ROPE
When Cable Fits in Gauge
|
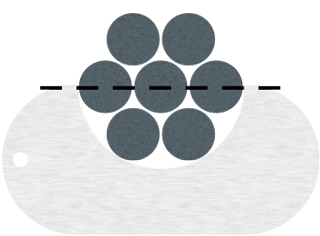
Using a Nominal
Wire Rope Gauge
Only use a wire rope gauge to determine approximate wire rope diameter.
- Align the gauge so that the wire can be measured from the outer edge of one strand to the edge of the strand directly opposite.
- If the wire rope does not fit in the gauge, use a larger gauge until the wire rope fits in the gauge.
- Shine a light behind the gauge.
- If you can see light between the gauge and the wire rope repeat with a smaller size gauge until no light shows.
For more accurate measurements use a machinist’s caliper or micrometer.
|
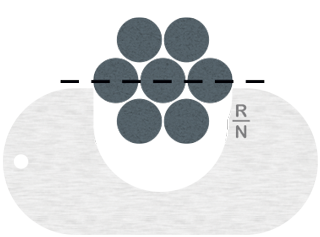
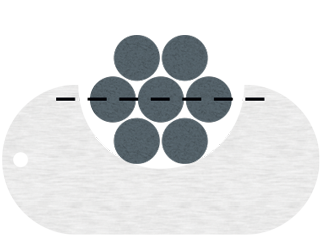
Using a Go/NoGo
Wire Rope Gauge
Only use a wire rope gauge to determine approximate wire rope diameter.
- Align the gauge so that the wire can be measured from the outer edge of one strand to the edge of the strand directly opposite.
- If the wire rope does not fit in the gauge it is still above the nominal -3.125% threshold.
- If the wire rope fits in the first notch it should be replaced if the cable shows rust (rouge).
- If the wire rope reaches to the bottom of the gauge it should be replaced.
For more accurate measurements use a machinist’s caliper or micrometer.
|